لکههای سیاه یا آخالهای سیاه در قطعات قالبگیری شده مشکلی آزاردهنده، زمانبر و پرهزینه است.این ذرات هنگام شروع تولید و قبل یا در حین تمیز کردن منظم پیچ و سیلندر آزاد می شوند.این ذرات زمانی که مواد به دلیل گرمای بیش از حد کربن کربن می شوند، ایجاد می شوند، که ممکن است زمانی رخ دهد که جریان مواد برای مدت طولانی تری بدون کاهش دما در دستگاه متوقف شود.
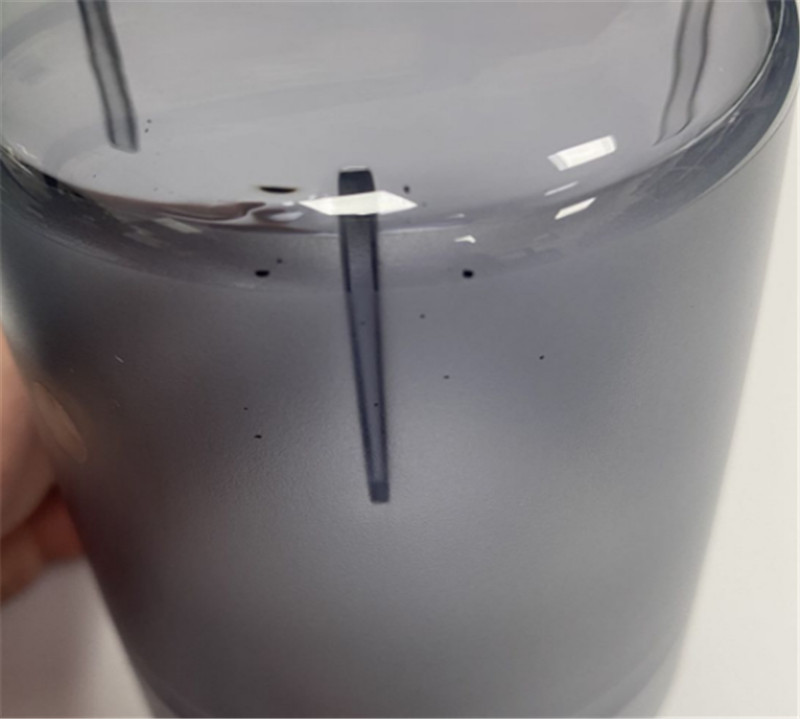
علل لکه های سیاه
تجزیه رزین
از آنجایی که مواد پلاستیکی یک ماده شیمیایی هستند، با ادامه گرمایش بالای نقطه ذوب، به تدریج تجزیه می شوند.هر چه دما بالاتر و زمان طولانیتر باشد، تجزیه سریعتر انجام میشود.علاوه بر این، در داخل بشکه، مناطقی وجود دارد که رزین به راحتی در آن نگه داشته می شود، مانند شیر برگشتی و رزوه پیچ.رزینی که در این قسمتها باقی میماند ذغالی یا کربن میشود و سپس به صورت ریتمیک میریزد تا در محصول قالبگیری شده مخلوط شود و در نتیجه لکههای سیاه ایجاد شود.
نظافت ناکافی
باقی ماندن رزین قبلاً استفاده شده در دستگاه قالب گیری به دلیل تمیز کردن ناکافی نیز از دلایل سیاه شدن نقاط است.همانطور که در پاراگراف بالا توضیح داده شد، از آنجایی که مناطقی وجود دارد که رزین به راحتی در آن نگه داشته می شود، مانند حلقه چک و رزوه پیچ، لازم است شدت و زمان تمیز کردن مربوطه در طول تغییر مواد روی این مناطق اعمال شود.علاوه بر این، یک روش تمیز کردن مناسب برای هر ماده باید به کار گرفته شود.انجام تمیز کردن برای رزین های مشابه، مانند PC→PC نسبتا آسان است، اما اگر تمیز کردن انواع مختلف مواد باشد، زیرا نقطه ذوب یا دمای تجزیه متفاوت است، در حالی که سازگاری (قرابت) بین رزین ها وجود دارد. ، با وجود تمیز کردن در بسیاری از موارد نمی توان آن را به طور کامل حذف کرد.
اختلاط مواد خارجی (آلودگی)
آلودگی نیز یکی از عوامل ایجاد لکه های سیاه است.اگر برخی از گلوله های وارد شده به قیف با رزین های دیگر با دمای تجزیه پایین تر مخلوط شوند، ممکن است به راحتی به دلیل تجزیه رزین لکه های سیاه ایجاد شود.علاوه بر این، باید به پلاستیک های بازیافتی توجه شود.این به این دلیل است که پلاستیک بازیافتی پس از چندین بار گرم شدن بیشتر در معرض تجزیه قرار می گیرد (هرچه تعداد بازیافت های مکرر بیشتر باشد، زمان گرم شدن بیشتر می شود).علاوه بر این، ممکن است در طی فرآیند بازیافت به فلز آلوده شود.
راه حل هایی برای لکه های سیاه
1. ابتدا کاملاً بشویید تا زمانی که دیگر لکه های سیاه ظاهر نشوند.
لکه های سیاه تمایل دارند در حلقه چک و رزوه پیچ در بشکه باقی بمانند.اگر تا به حال لکه های سیاه ظاهر شده اند، تخمین زده می شود که علت آنها احتمالاً در بشکه باقی می ماند.بنابراین، پس از ظاهر شدن لکه های سیاه، بشکه باید قبل از اقدام متقابل کاملاً تمیز شود (در غیر این صورت لکه های سیاه هرگز از بین نمی روند).
2. سعی کنید دمای قالب گیری را کاهش دهید
رزین های مختلف دمای کاربرد را توصیه می کنند (کاتالوگ یا بسته بندی محصول نیز حاوی این اطلاعات است).بررسی کنید که آیا دمای تنظیم شده دستگاه قالب گیری خارج از محدوده است.اگر چنین است، دما را کاهش دهید.به علاوه دمای نمایش داده شده در دستگاه قالب گیری دمای ناحیه ای است که سنسور در آن قرار دارد که تا حدودی با دمای واقعی رزین متفاوت است.در صورت امکان توصیه می شود دمای واقعی را با دماسنج رزینی یا موارد مشابه اندازه گیری کنید.به ویژه، مناطقی که مستعد حفظ رزین هستند، مانند حلقه چک، به احتمال زیاد باعث ایجاد لکه های سیاه می شوند، بنابراین به دمای اطراف توجه ویژه ای داشته باشید.
3. زمان اقامت را کاهش دهید
حتی اگر دمای تنظیم شده دستگاه قالب گیری در محدوده دمایی توصیه شده رزین های مختلف باشد، نگهداری طولانی مدت ممکن است باعث خراب شدن رزین و در نتیجه ظاهر شدن لکه های سیاه شود.اگر دستگاه قالبگیری ویژگی تنظیم تاخیر را ارائه میدهد، لطفاً از آن بهره کامل ببرید و همچنین یک دستگاه قالبگیری مناسب برای اندازه قالب انتخاب کنید.
4. آلودگی یا نه؟
اختلاط گاه به گاه سایر رزین ها یا فلزات نیز ممکن است منجر به لکه های سیاه شود.
چیزی که جای تعجب دارد این است که علت عمدتاً تمیز کردن ناکافی است.لطفاً پس از تمیز کردن کامل و حذف رزین مورد استفاده در قالب تزریق قبلی، کار را انجام دهید.هنگام استفاده از پلاستیک بازیافتی، با چشم غیر مسلح بررسی کنید که آیا وجود مواد خارجی در گلوله ها وجود دارد یا خیر.
زمان ارسال: آوریل 11-2023